Ausgangssituation/ Motivation
Im Bereich der spanenden Fertigung erfolgt die Bearbeitung tiefer Bohrungen und hier insbesondere das Aufbohren durch Innendrehen mit langauskragenden Bohrstangen. Analog hierzu ist die Bearbeitung mit rotierenden langauskragenden Werkzeugen zu sehen.
Mit steigender freitragender Werkzeuglänge nimmt die Wirkung werkzeugexterner Dämpfer, wie z.B. im Bereich der Spindel oder der Werkzeugschnittstelle, stark ab. Der Anteil derzeit eingesetzter langauskragender Werkzeuge mit einer integrierten elastisch gelagerten Dämpfermasse hoher Dichte (Hilfsmassedämpfer) zeigt eine steigende Tendenz. Die Einstellung der Resonanzfrequenz des Dämpfers erfolgt hierbei überwiegend manuell vor dem Werkzeugeinsatz oder unterbleibt nach der Montage des Werkzeuges ganz. Technische Lösungen für eine prozessintegrierte Dämpfungs-anpassung mit einer adaptiven, sensorgeführten, aktorischen Verstellung ausgewählter Parameter sind bisher nicht bekannt.
Lösung
Es wurden Konzepte für neuartige adaptiv gedämpfte Werkzeuge mit hohem l/d Verhältnis auf der Basis eines passiv gedämpften Hilfsmassensystems und adaptiver Parametereinstellung erstellt und evaluiert.
Das hierbei favorisierte Konzept wurde am Beispiel eines Demonstrators, einer adaptiv gedämpften Bohrstange für die Drehbearbeitung unter Labor- und Fertigungsbedingungen praktisch umgesetzt. In Zerspanungsversuchen und dynamische Untersuchungen konnte unter Berücksichtigung der Sensorik, Aktorik sowie der zugehörigen Elektronik/IT mit, Signalverarbeitung und Handlungslogik die Einsatzvoraussetzungen evaluiert werden.
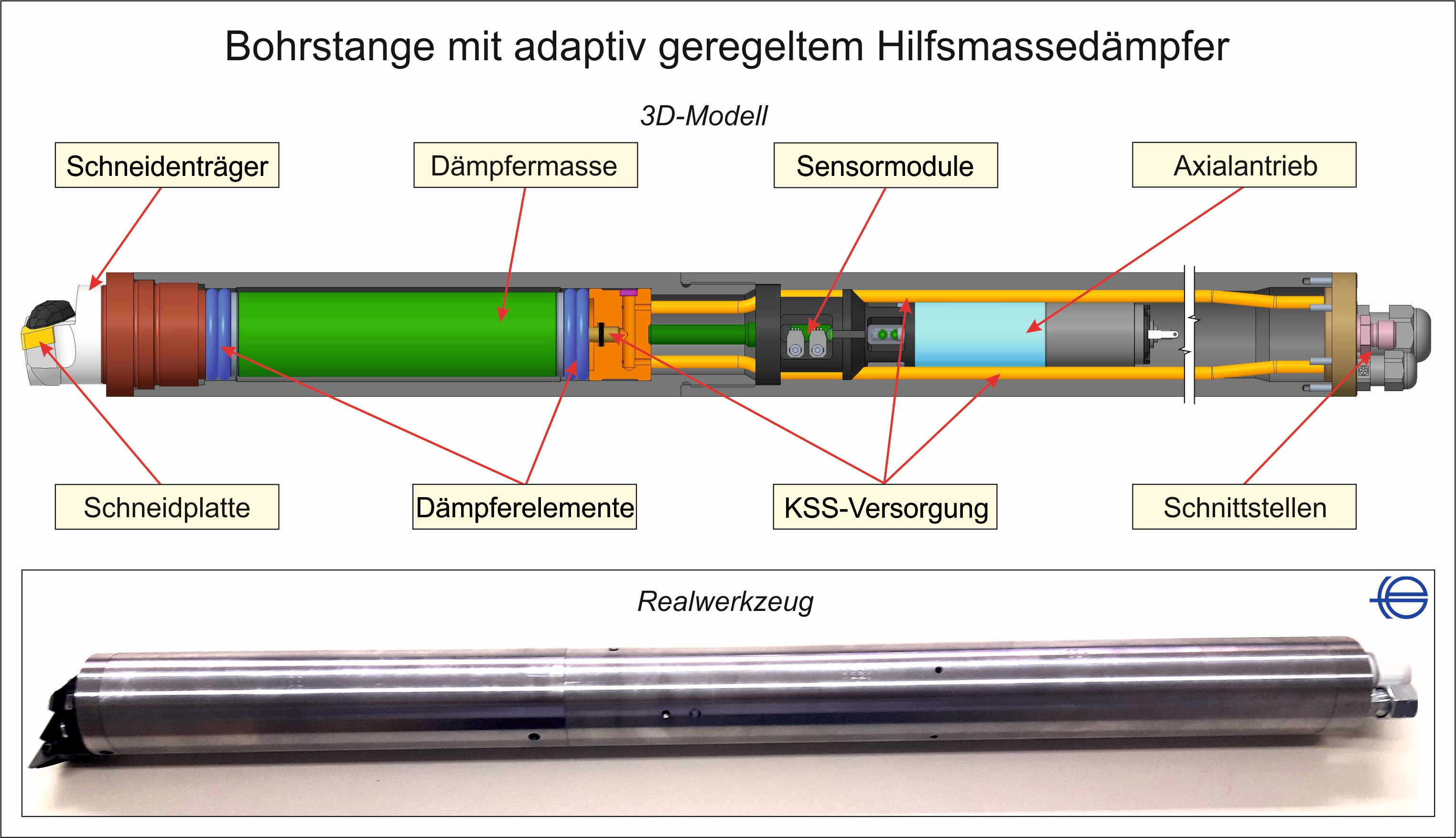
Die 3D-Darstellung zeigt den prinzipiellen Aufbau des Werkzeugprototyps mit den wichtigsten Einbauelementen. Darunter ist das reale Werkzeug dargestellt.
Die FEM-Studie zeigt die geometrischen Verlagerungen als Folge der ersten Eigenfrequenz mit dem Maximum zur Anordnung der Dämpfermasse im Bereich der Schneide.
Ergebnisse
Der Demonstrator als realisierter Prototyp einer gedämpften Bohrstange auf der Basis des evaluierten Funktionskonzeptes hat eine Länge von 600mm und einen Durchmesser von 50mm sowie wechselbare Schneidenträger. Die im vorderen Werkzeugbereich, nahe dem Schneidenträger befindliche Dämpfermasse ist in einer aktorisch verstellbaren elastischen Lagerung fixiert. Die Dämpferverstellung erfolgt durch eine motorisch angetriebene, selbsthemmende Spindel. Die Überwachung der Spindellage erfolgt durch Hallsensoren. Die Erfassung von auftretenden Schwingungen erfolgt in zwei orthogonal radial gerichteten Achsen durch einen mehrachsigen Miniatursensor.
Die gewählte Werkzeugkonzeption erlaubt die Zuführung von Kühlschmiermittel durch das Werkzeug zur Schneide bei gleichzeitiger Kühlung der Elastomere in deren Lagerungen. Die Auswertung der Sensordaten, die Funktion der Handlungslogik sowie die Motorsteuerung erfolgt kabelgebunden auf Basis eines IPC außerhalb des Werkzeugprototyps.